CONTROLE QUALITÉ
CUIVRE & ALLIAGES




INTRODUCTION

• Le cuivre est un métal qui se trouve le plus souvent sous forme de roche combinée à d’autres éléments (oxyde de cuivre ou sulfure de cuivre).
• Un procédé de fonte métallurgique en plusieurs étapes (figure 1), permet d’obtenir du cuivre pur.
• Il existe également du cuivre faiblement allié (4 à 5% d’éléments d’alliage).
• Le cuivre est un matériau ductile, et est un bon conducteur électrique et thermique.

Fig 1 : Obtention du cuivre

Alliage de cuivre et de zinc dont le pourcentage peut varier de 5 à 40 %. Cet apport en zinc, permet de rendre plus solide cet alliage et donc de faciliter son usinage. Cet alliage peut être utilisé dans l’industrie du décolletage, dans la fabrication de pièces pour la bijouterie ou l’horlogerie…

Alliage de cuivre et d’étain. Le pourcentage d’étain peut aller jusqu’à 20% selon son procédé de fabrication. Il peut également avoir des éléments d’addition dont le plomb qui permet une meilleure usinabilité ou le phosphore qui améliore les caractéristiques mécaniques.
Le bronze est plus résistant que le cuivre seul, c’est pourquoi il peut être utilisé comme matériau de frottement.

PRÉPARATION MÉTALLOGRAPHIQUE
Ces étapes sont dans l’ordre :
• La standardisation de la géométrie de l’échantillon prélevé (si nécessaire), appelée « ENROBAGE ».
• L’amélioration de l’état de surface de cet échantillon, appelée « POLISSAGE ».
• La caractérisation de l’échantillon : révélation de la microstructure de l’échantillon par un réactif d’attaque (si nécessaire) appelée « ATTAQUE MÉTALLOGRAPHIQUE » et l’observation microscopique (optique ou électronique).

TRONÇONNAGE
La large gamme de micro-tronçonneuses et tronçonneuses de moyenne et grande capacité PRESI permet de s’adapter à n’importe quel besoin en termes de précision de découpe, de dimensionnement ou de quantité de produits à découper :

=> Le bridage, c’est-à-dire le maintien de la pièce, est également primordial. En effet, si la pièce n’est pas bien maintenue, la coupe peut présenter des risques pour le consommable, la pièce et la machine.
CONSOMMABLES
 |
CUIVRE LAITON BRONZE |
| Micro-tronçonnage | MNF UTW S (Ø180 mm) |
| Tronçonnage de moyenne capacité | MNF |
| Tronçonnage de grande capacité | MNF |
Tableau 1 : Choix du type de meule

ENROBAGE
=> Réaliser un enrobage de qualité est essentiel afin de protéger les matériaux fragiles mais également pour obtenir de bons résultats de préparation en vue du polissage et des futures analyses.
Avant toute opération d’enrobage, l’échantillon doit être ébavuré à l’aide par exemple, d’un papier abrasif (pour éliminer les éventuelles bavures de coupe) suivi d’un nettoyage à l’éthanol (dans un bac à ultrasons pour encore plus d’efficacité). Cette opération permet à la résine d’adhérer au mieux sur l’échantillon et limite ainsi le phénomène de retrait (gap entre la résine et l’échantillon).
Si le phénomène de retrait persiste, il peut poser des problèmes lors du polissage. Si des grains d’abrasifs se coincent dans le retrait puis se libèrent lors d’une étape ultérieure, il y a un risque de pollution pour le support et l’échantillon. Dans ce cas, un nettoyage au bac à ultrasons entre chaque étape est recommandé.
Il existe deux manières d’enrober :
LE PROCÉDÉ À CHAUD
• Presse d’enrobage à chaud totalement automatique.
• Simple d’utilisation, la mémorisation, l’ajustement des procédés et la rapidité d’exécution en font une machine de haute précision.
• L’enrobeuse à chaud propose six moules de diamètres différents allant de Ø25,4mm à Ø50mm.
LE +
LE PROCÉDÉ À FROID
• Les pièces à examiner sont fragiles / sensibles à la pression
• Les pièces présentent une géométrie complexe (structure en nid d’abeille).
• Le besoin est d’enrober un grand nombre de pièces en série.
Le procédé à froid peut être utilisé avec :
LE +
LE +
Afin de répondre aux besoins, PRESI propose toute une gamme de moules d’enrobage à froid :
Le procédé à froid propose différents moules d’enrobage de diamètre Ø20mm à Ø50mm. Ces derniers sont répartis en plusieurs sortes : des moules optimisés appelés « KM2.0 », des moules en caoutchouc, en téflon ou bien en polyéthylène. L’enrobage à froid permet aussi plus de liberté, c’est pourquoi il existe des moules rectangulaires pour des besoins plus spécifiques.
CONSOMMABLES
 |
CUIVRE LAITON BRONZE |
| A chaud | Phénolique Allylique |
| A froid | KM-U 2S MA2+ |
Tableau 2 : Choix du type de résine d’enrobage

POLISSAGE
PRESI propose une grande gamme de polisseuses manuelles et automatiques, avec un large choix d’accessoires, afin de couvrir tous les besoins, du pré-polissage à la superfinition et du polissage d’échantillons unitaires ou en série.
La gamme de polisseuses automatiques MECATECH permet un polissage aussi bien manuel qu’automatique. Avec ses technologies avancées, ses puissances moteur de 750 à 1500 W, toute l’expérience de PRESI est concentrée dans cette gamme complète. Peu importe le nombre ou la taille des échantillons, MECATECH garantie un polissage optimal.
CONSOMMABLES ET GAMMES DE POLISSAGE
Toutes les premières étapes de chaque gamme sont appelées « mise à niveau » et consiste à retirer de la matière rapidement afin de mettre à niveau la surface de l’échantillon (et de la résine). Celles données ci-dessous sont standards et peuvent, par conséquent, être modifiées selon le besoin.
Les forces d’appui varient selon la taille des échantillons mais de manière générale il sera appliqué : 1daN par 10mm de diamètre d’enrobage pour les étapes de pré-polissage (ex : Ø40mm = 4 daN) puis la force sera diminuée de 0,5daN à chaque étape de polissage avec une suspension abrasive.
La gamme de polissage suivante est une gamme d’ordre général pour le cuivre et ses alliages :
| N° | Support | Suspension / Lubrifiant |
Vplateau (tr/min) |
Vtête (tr/min) |
Sens de rotation Plateau / tête |
Temps |
| 1 | SiC P320 | Ø / Eau | 300 | 150 | 1’ | |
| 2 | TOP | 9μm LDM / Reflex Lub |
150 | 135 | 4’ | |
| 3 | RAM | 3μm LDP / Reflex Lub |
150 | 135 | 3’ | |
| 4 | TFR | 1μm LDM / Reflex Lub |
150 | 135 | 1’ | |
| 5 | SUPRA | SPM / Eau | 150 | 100 | 1’ |
Lors du prépolissage, il n’est pas nécessaire d’inverser les sens de rotation de la tête et du plateau car cela peut détériorer la planéité. Cependant, l’inversion des sens de rotation peut aider si un enlèvement de matière important est à faire.
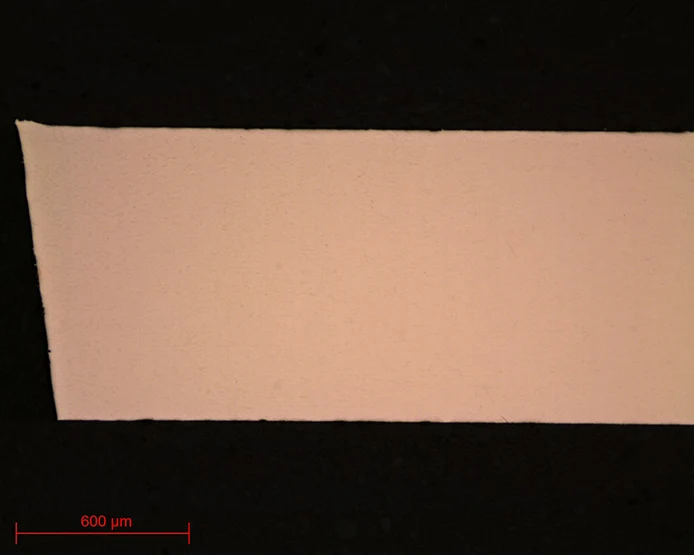
Fig. 9 : Cuivre objx5
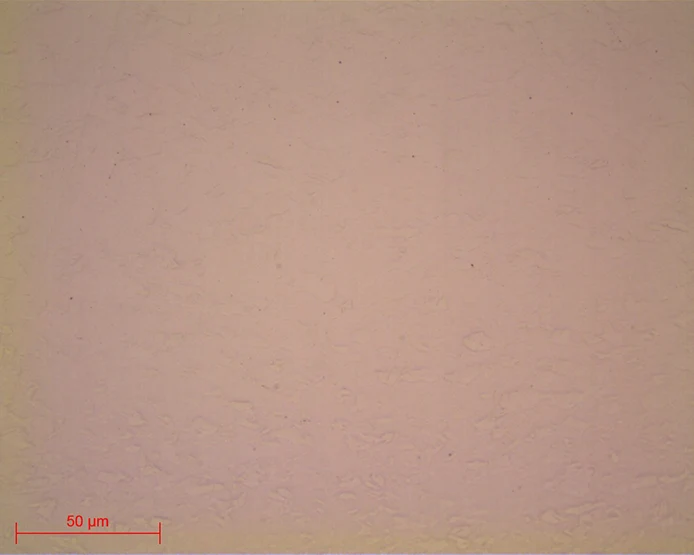
Fig. 10 : Cuivre objx50
La suspension LDM est utilisée avec le lubrifiant Reflex LUB, qui permet d’humidifier suffisamment le tissu sans le surcharger avec uniquement de la suspension diamantée. Il faut être vigilant dans tous les cas, à ne pas trop mouiller le tissu de suspension ou de lubrifiant, pour ne pas faire « d’aquaplaning » sur le tissu qui ne serait donc plus efficace.
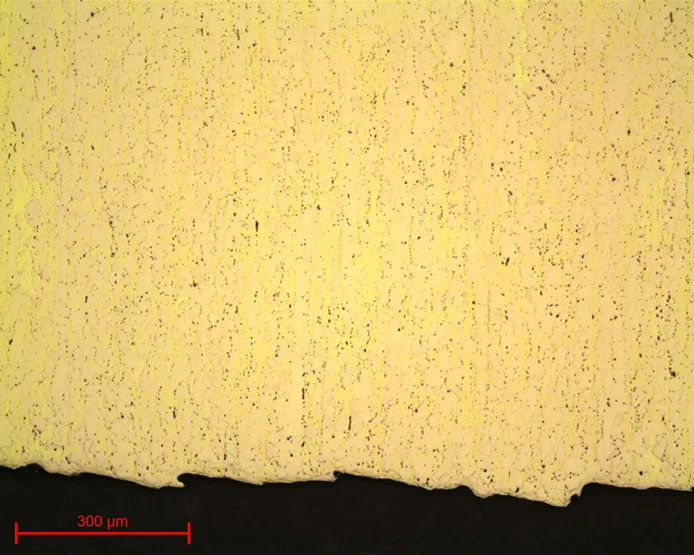
Fig. 11 : Laiton objx10
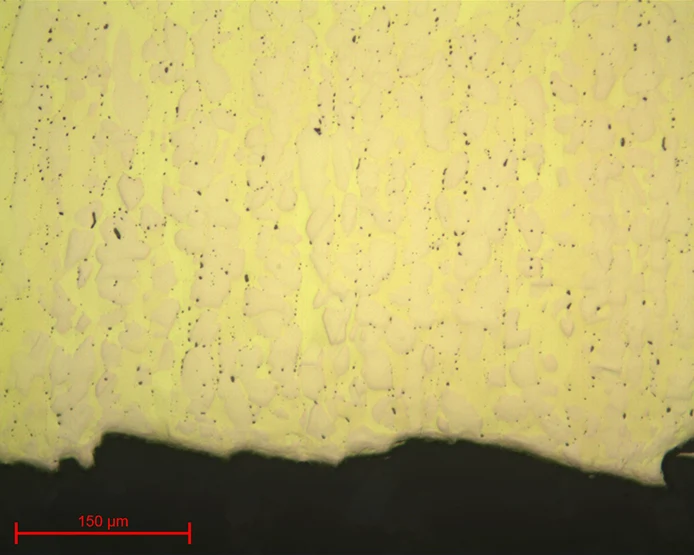
Fig. 12 : Laiton objx20
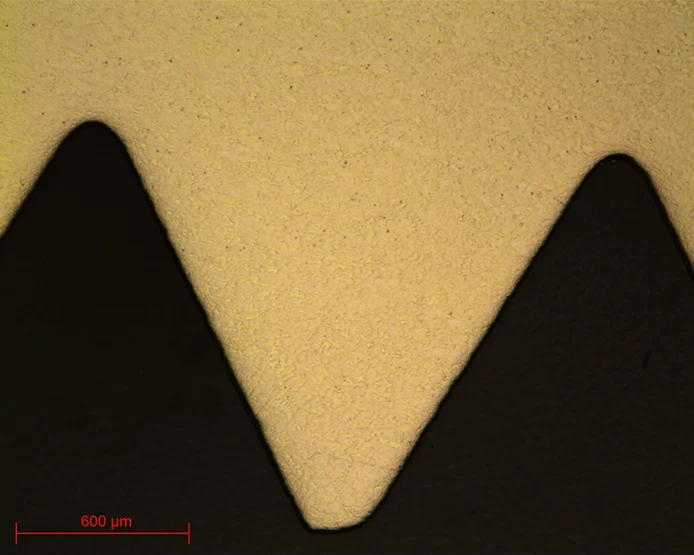
Fig. 13 : Ecrou laiton objx5
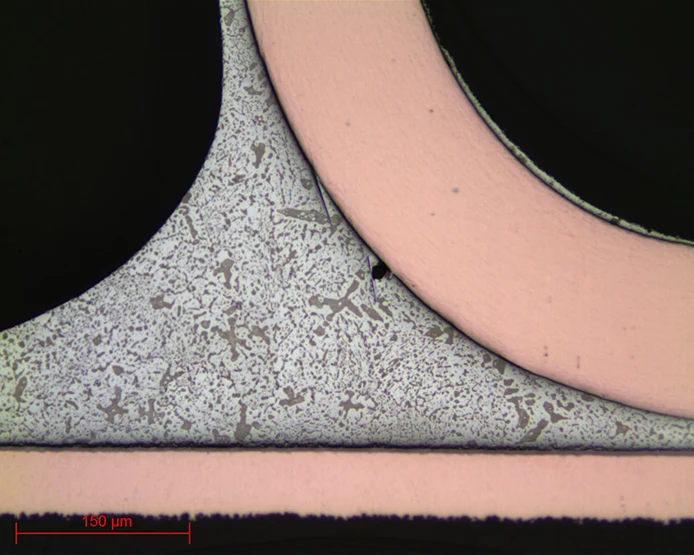
Fig. 14 : Brasure PCB
En fonction du résultat obtenu, cette étape peut être remplacée par l’utilisation d’une suspension d’alumine PRESI n°2.
Les figures 9 à 14 présentent le résultat sur du cuivre et du laiton après réalisation de la gamme de polissage citée précédemment.
Parfois, il est nécessaire d’adapter la gamme de polissage en fonction de la sensibilité du matériau. Ci-dessous un exemple de gamme pour un revêtement de bronze avec présence de plomb.
| N° | Support | Suspension / Lubrifiant |
Vplateau (tr/min) |
Vtête (tr/min) |
Sens de rotation Plateau / tête |
Temps |
| 1 | SiC P320 | Ø / Eau | 300 | 150 | 1’ | |
| 2 | SiC P1200 | Ø / Eau | 300 | 150 | 1’ | |
| 3 | SiC P4000 | Ø / Eau | 300 | 150 | 1’ | |
| 4 | NT | Alumine n°2 | 150 | 100 | 1’ | |
| 5 | NT | Alumine n°1 | 150 | 100 | 1’ |
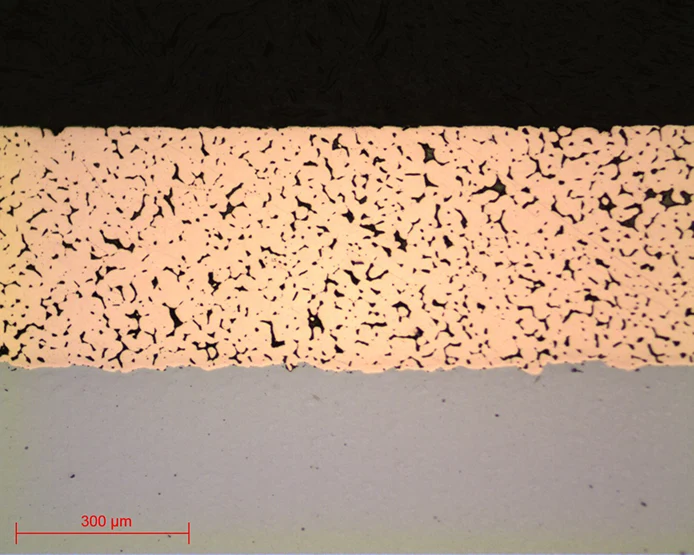
Fig. 15 : Bronze avec plomb objx10
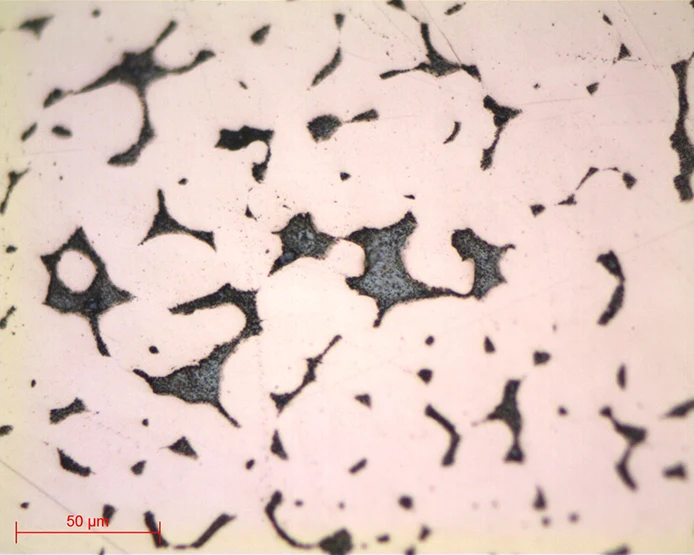
Fig. 16 : Bronze avec plomb objx50

MICROSTRUCTURE
Les principaux réactifs sont :
– La solution alcoolique de chlorure de Fe III acide (figure 17)
– Le dichromate de potassium (figure 18)
Ces réactifs sont disponibles dans le catalogue PRESI et d’autres réactifs spécifiques sur demande.
Les micrographies présentées ont été réalisées au moyen du logiciel PRESI VIEW :
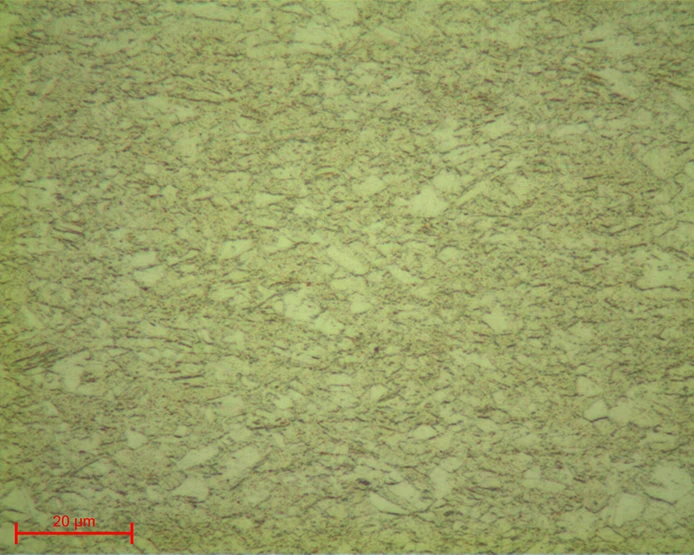
Fig 17 : Laiton après attaque

Fig. 18 : Cuivre après attaque objx10
POUR ALLER PLUS LOIN
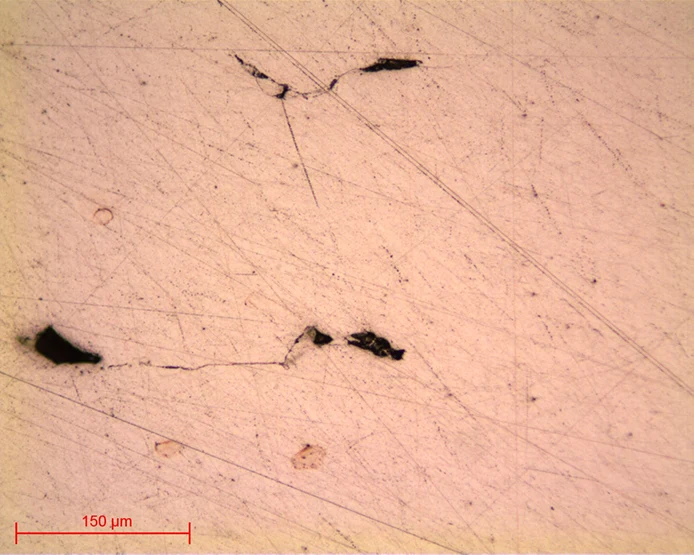
Fig. 20 : Finition 1 μm objx20
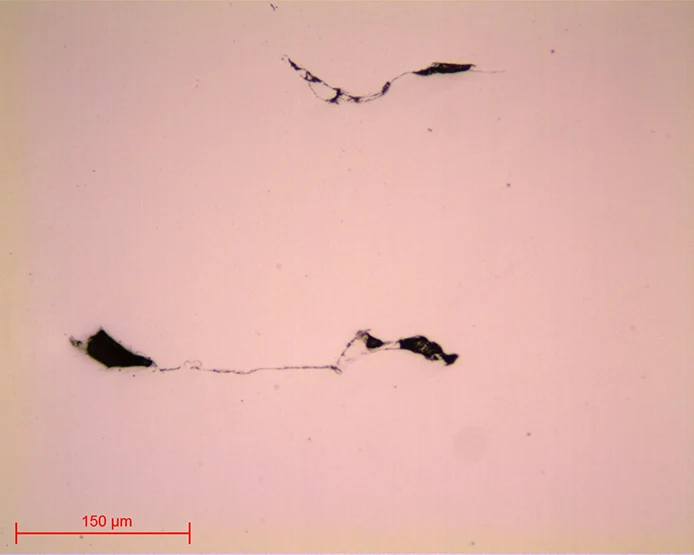
Fig. 21 : Finition SPM avec Vibrotech objx20
TÉLÉCHARGER LA LAB'NOTE
Remplissez simplement le formulaire ci-après :
Découvrez nos autres Lab’Note :
- Contrôle qualité impression 3D
- Contrôle traitement thermique
- Contrôle qualité dispositifs médicaux
- Contrôle qualité acier
- Contrôle qualité acier inoxydable
- Contrôle qualité fonte
- Contrôle qualité cuivre et alliages
- Contrôle qualité aluminium
- Contrôle qualité nickel
- Contrôle qualité titane
- Contrôle qualité matériaux céramiques
- Contrôle qualité électronique
- Contrôle qualité métaux précieux